
现如今,在产能过剩和需求骤减的大环境下,水泥生产企业不同程度地陷入减产降价、营利困难的被动局面,部分企业开始减薪减员,甚至不得不考虑关停或转行。与此同时我们也应该看到,在市场优胜劣汰的竞争规则作用下,经过此轮整合、洗牌之后,水泥行业将会在节能降耗、绿色环保等多方面得到整体提升。营利能力是一个企业的生命力所在,而“降本增效”,则是一个企业得以生存、发展的内生动力。下面为大家介绍几个降本增效的实用技术和创新产品,希望对相关水泥生产企业有实质性的帮助。一 回转窑轮带用石墨润滑装置
我们知道,回转窑正常运转的时候,轮带与窑筒体之间必然产生一个滑移量,范围在5~25mm/转。利用这个“相对滑移现象”,将石墨润滑装置固定安装在筒体上,可以在轮带的工作部位(端面和内圆表面)连续稳定地提供石墨润滑剂,对轮带进行“固态润滑”,达到可靠、高效的润滑效果(产品已获得国家专利ZL 2023 2 2840480.3)。自去年底发布关于回转窑轮带固态润滑新技术的介绍之后,业内众多读者朋友表示出对该技术和产品的兴趣与关注,智慧水泥平台接到的反馈及咨询内容主要集中在降本数据、使用效果等方面。为此,智慧水泥与唐山有度科技有限公司相关人员进一步沟通、追踪,现将相关议题补充说明如下:

石墨的消耗情况:运行一个年度周期(累计约10个月),石墨块损耗23mm——结合下图的原始尺寸,推算可以正常使用至少2个生产年度以上。

石墨块长度方向的原始尺寸为100mm,可正常使用60~80mm。
实际效果:该产品推出后,已在南方水泥集团某公司使用。上图为端面润滑石墨块的磨耗情况。运行约10个月(一个生产年度)损耗23mm;石墨块的原始长度尺寸为100mm,可消耗部分约为70mm,一个石墨块正常使用时间在两年以上。经现场实际检查,发现经过石墨润滑的区域表面有均布的石墨涂层,润滑效果直接、高效;安全、可靠。
运行成本:据统计,一条回转窑三个轮带进行一次喷射润滑的用量一般需一桶(16kg)润滑剂,大概的参考价格为2400~3200元/桶;若按每周进行一次润滑频次,一年的油品消耗约10万元以上;使用石墨润滑装置一年的石墨消耗成本约4000元内;综合初始安装费用比较,则半年即可收回成本。
安全运行:该石墨润滑装置有专门的限位机构,即使在石墨块极限使用情况下(如,长时间未更换石墨块),也确保没有任何部件与轮带发生接触或干涉,确保设备自身的安全性。
使用便捷:一般推荐一个轮带安装4组装置(圆周均布),则一条窑的初始安装量为12组(每组装置包括UGL-100,UGL-500各一套)的初始安装时间约1~2天;更换一套石墨块的用时约10分钟以内。
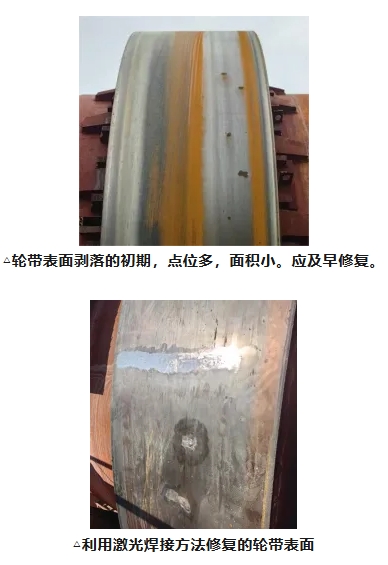
二 激光焊接技术用于轮带表面修复
某企业回转窑二档轮带开始出现表面剥落,呈现面积小、点位多的特点。导致发生这种状况的原因有很多(材质、铸造工业、机加工等等),从生产运行的角度看,该设备运转过程中不断产生的表面接触应力,是主要原因之一。此状况出现后如果未进行及时处理,则剥落的状况将逐渐扩大,发生大面积剥落甚至延展出现裂纹。以往的处理方法一般是用电焊进行修复。轮带的材质一般是ZG35SiMn或ZG35CrMo,具有一定的可焊性,但传统的电焊过程会对基材产生这较大的热影响区,即便有焊前预热、焊中敲击、焊后热处理等负责措施,依然存在“焊接应力”的隐患,焊修后出现裂纹、剥落的案例屡有发生。
运行激光焊接工艺,有效地避免了上述问题和隐患。激光焊接的能量来源于“高能量密度”的激光束,焊接过程中热量集中,熔池小,从而热影响区域小、热应力小,基本没有变形及微裂纹等缺陷隐患。只要选择适合的焊丝并合理设定焊接参数,不需要焊前焊后的现场热处理,且没有气孔夹渣等缺陷,焊后表面质量更优。
综上所述,利用激光焊接的方法对轮带表面剥落进行修复,操作过程简单易行,经济性和安全性方面优势明显,可以在轮带初始出现表面剥落之际,及时及早进行修补,避免缺陷扩展,从而降低维修成本,提供运行可靠性。
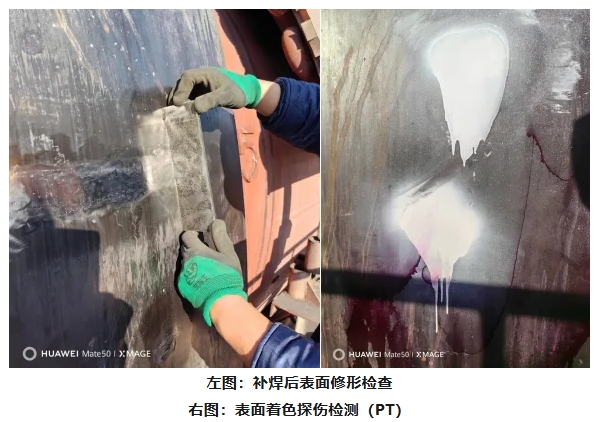
实践案例:山西某水泥企业回转窑轮带表面修复,激光补焊+修形+探伤,效果良好,运行平稳。
唐山有度科技有限公司表示,欢迎各水泥厂的领导和朋友们垂询、指导,并将致力于为用户节约生产成本、降低维修费用,提高设备运行可靠性,持续提供增值服务。
技术咨询
李经理 18630521398(微信同号)
邮箱 18630521398@163.com
罗经理 13011319406








