托轮轮带是回转窑的重要部件,通过托轮轮带支撑着回转窑,所以托轮轮带的好坏直接影响窑的运转质量。作为重要的支撑部件,随着回转窑的连续运行,托轮轮带不可避免地会出现各种形式的损坏。
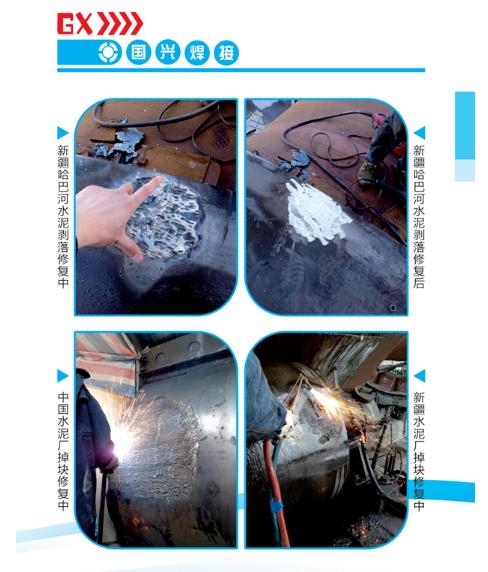
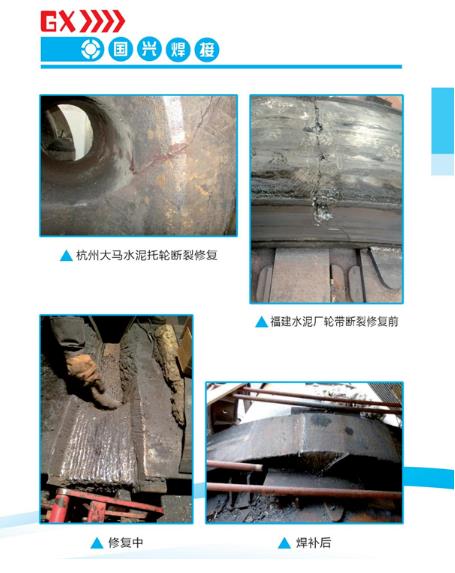
托轮轮带的损坏有多种形式:托轮轮带表面压溃剥落,其原因多为铸造缺陷、局部应力过大等造成金属材料疲劳掉块;托轮轮带不规则磨损,多是由于托轮轮带接触精度差,造成回转窑运转不平衡从而产生磨损;还有更为严重的轮带开裂,多为装配盈量过大及铸造缺陷引起轮带从端部开裂。


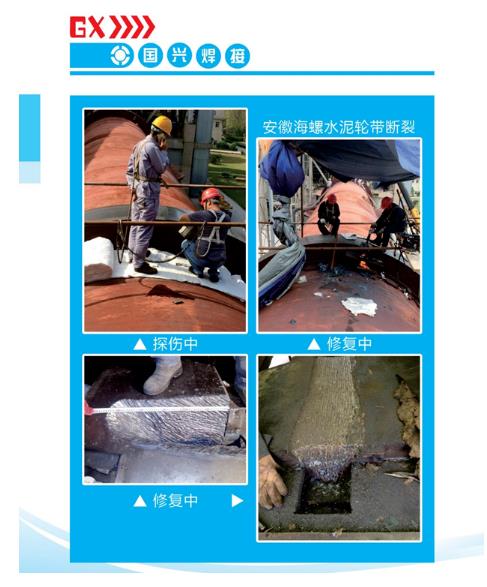
回转窑轮带托轮的这些损伤大多可以应用"MSFH"功能梯度冶金粉末复合材料进行修复,金属表面修复工艺流程如下:
1.检测
首先使用探伤仪对受损零部件表面进行检测,将我们肉眼无法发现的内部裂纹探测出来,并彻底打磨干净,以使我们后面进行修复。同时,对需要修复的设备材质材性进行分析,根据材质的化学成分以及力学性有,选择所需的"MSFH”功能梯度冶金粉末复合材料,同时需要根据修复的设备材性选择最为恰当的焊接材料,使设备修复基体、"MSFH"功能梯度冶金粉末复合材料以及焊接材料三者可以达到最佳的冶金熔合。
2.熔敷层的结构
—般来说我们熔敷涂层设计为结合层、过渡层、工作层。依据工件的材质不同,工况的条件不同,技术要求不同,灵活运用这些层次的结构和排列。
①按结合层、过渡层、工作层的梯度采用浸熔法配制合金粉末,依次逐层进行熔敷,使合金能够综合掺入到基材金属,并实现相互渗透,熔合成为一体。
②结合层:用MSFH-1#合金粉末,以珠光体组织为主,主要元素由Cr、C、Mn、Ni等组成,其具有良好的塑性变形。对于不同的工件材料要选配不同的合金,通过焊接敷熔工艺,使基体与MSFH-1#相互渗透,各成分之间相互充分熔和,以改变原材质的金相结构,增强结合部的韧性,达到恢复尺寸和逐步过渡强化的目的。
③过渡层:用MSFH-2#粉开,以马氏体组织为主,在马氏体、贝氏体之间变化,主要元素由C、Mn、V、Cr等组成,解决金属与金属之间的相互磨损、冲击载荷磨损、颗粒磨损、疏松应力,相应的增加修复组织的强度和硬度。
④工作层:用MSFH-3#合金粉末,以奥氏体组织以向耐磨合金为主,主要无素由B、Cr、Ti、Mn、W、Mo等组成,B使得在焊接过程中,生成硼化物,其硬质度比较高,可以有效地增强修复组织的耐磨性,保证强化金属有高的耐高应力磨粒磨损性能,同时具有良好的耐热、耐疲劳性能。
⑤在每层的焊接修复过程中,我们根据每层的不同要求,选择不同的焊接材料,在结合层,采用镣基低氢型焊丝打底,它仅具有低氢性能,还具有一定的脱硫能力,焰敷金属塑性和抗裂性也比较好,所以无论是对热裂性还是氢导致的冷裂纹来说,都具有十分良好的抗裂效果;在过渡层和工作层,采用低氢型碱性焊丝,不仅可焊接受力较大或动载荷的钢结构,它具有良好的抗裂和抗氧化性能,具有良好的工艺操作性。有利于功能梯度材料和基体有效熔合。
3.熔敷工艺(B.U新工艺)
①熔敷的设备:经改造的普通ZX硅整流电弥焊机。所用焊条根据修复部件的材质进行选择。用较大的焊接规范,选用适当的焊接线能量进行熔敷。
②按结合层一过渡层一工作层的顺序依次进行熔敷。按层次先在修复面上涂敷一层相应的"MSFH"梯度功能冶金粉末复合材料,涂敷的粉末厚度约0.5-1mm,然后在涂敷"MSFH"梯度功能冶金粉末复合材料上施焊。
①各层严格按工艺规定执行施用不同性能的粉末,不能混用。
②要求熔敷尺寸较大时,可按层次逐层反复熔敷,直至达到要求的修复尺寸为止。
③各层的厚度依据所增补金属厚度来决定。
④在修复过程中,我们每焊接一导以,都需要采取相庆的措施消除焊接过程中的焊接残余应力。通常可以采用用风镐锤击或通过加热器进行加热保温消除焊接参与应力。

2.施工工序
①清理施工面
首先对焊接表面进行处理,根据GB/T985.1-2008《气焊、焊条电弥焊、气体保护焊和高能束焊的推荐坡口》,用气刨将裂纹处刨成U型坡口,坡口开口尺寸可以根据裂纹的深度再取深20mm。在将微裂纹完全清除干净以后,需要使用钢丝刷将表面的铁屑及铁锈清除干净,再使用抛光机修磨焊接面,必须把裂纹底层和周边磨透,最后使用丙酮对坡口表面及其周边进行油、锈、垢进行清洗,直到露出金属体本有的光泽。
②施工面的焊接
在结合层的施工采用711H焊丝,焊接层厚度为3-5mm,这种焊丝含镣量比较高,具有十分良好的抗裂性,由于焊接的第一层最易唇线焊接裂缝,使用较低的焊接电流(只有280A左右),局部升温只有12CTC左右,十分有利于减少焊接过程中产生的残余应力。在施焊前先将"MSFH"1#粉末合金均匀地修复面上,"MSFH"1#粉开合金中的金属元素易于与修复面本体中的S、P结合,稀释S、P含量从而降低焊接面产生的冷裂和热裂可能性,有利于增强熔敷层与基材的亲合力。在每层焊接完成以后,需要用风镐手工锤击焊接边缘结合部户,以消除旱接的残余应力。
在工作层的施工过程中,我们用"MSFH"2#粉末合金和711H焊丝,经过我们和中南大学冶金国家重点实验室的分析化验,711H焊丝的化学成分和机械力学性有和修复轮带的化学成分和机械力学性能较吻合,是目前为止所能够选择的最佳焊接材料。其焊接电流在280A左右,其焊缝要求也和母材本体焊缝要求相关。在每层焊接前,均匀地涂撒"MSFH"2#粉末合金,这种冶金粉开中的金属元素有利于和本体中的C元素结合形成强度和硬度都比较高的化合物,有利于增强修复后的母体的强度和硬度,并具有十分良好的耐热蚀性、耐疲劳性。在每层焊接完成以后,需要用风镐手工锤击焊接边缘结合部,以消除焊接的残余应力。
在加工层的施工过程中,我们采用"MSFH"3#粉末合金和711H焊丝,在这一层的施工过程中,我们除了要保证焊材和母体良好的结合之外,还要适当降低焊接修复面的硬度,以免修复后的表面硬度过高,不仅不利于加工磨削,还可能由于修复面的硬度过高而伤害与之配合的工作面。

③施工过程中的焊接残余应力的消除
通常消除焊接残余应力的方式主要有两种:一是热处理;二是机械法。其中热处理方法通常用于消除大型部件的残余应力,但是现场施工,并且修复设备的尺寸十分大,不可有将轮带整体进入炉内进行热处理消除残余应力,局部的热处理也会造成局部变形甚至是氧化现象,所以,根据现场的施工条件,我们只能采用机械法消除焊接残余应力,在焊接过层中,每焊接一层,由专门的人采用锤击的办法来消除应力,每导接都需要锤击,并且锤击的力度要适当、彻底,锤击应该沿焊接缝边缘进行,使焊接面延展,由于每层焊机过程中都进行了专门的应力消除措施,可以大大降低焊接过程中累计起来的焊接残余应力集中,同时焊接过程中采取了措施降低焊接时的电流,适当焊接的温度,由于升温所引起的变形和焊接残余应力也大幅降低,使焊接残余应力可以降低到最小。
④焊接后焊接面的修磨
在焊接过程中,轮带表面必然要和托轮表面碾压,必须保证接触面的接触效果,因此焊后必须进行修磨,在焊接前,我们根据轮带或托轮的尺寸可以制作相应的尺规,在表面的修磨过程中,结合使用塞尺,用砂轮机打磨焊缝并进行抛光,注意修磨要沿着焊缝方向进行,一直到焊接缝平整光滑,具修复面应该稍低于轮带或托轮正常工作面0.15mm,这就要求我们在修复过程中一边打磨,一边用尺规和塞尺进行测量,以保证精度。




更多水泥厂回转窑托轮修复案例


更多水泥厂大型部件表面修复 请致电
技术顾问:柯 13971982523
张 18627939066
为水泥厂提供专业修复服务
鄂州市国兴焊接技术服务有限公司
凡本网注明“来源:智慧水泥”的所有文字、图片和音视频稿件,版权均为“智慧水泥”独家所有,任何媒体、网站或个人在转载使用时必须注明“来源:智慧水泥+本网链接”。违反者本网将依法追究责任。
本网转载并注明其他来源的稿件,是本着为读者传递更多信息之目的,并不意味着赞同其观点或证实其内容的真实性。如本网转载稿件涉及版权等问题,请作者在两周内尽快联系处理(关注公众号“智慧水泥”后台留言或zhihuishuini@163.com)。