
来源:智慧水泥
作者:吴锋、孙方丽︱杨冰凌 胡鹏刚 朱建宏 铜川声威水泥公司
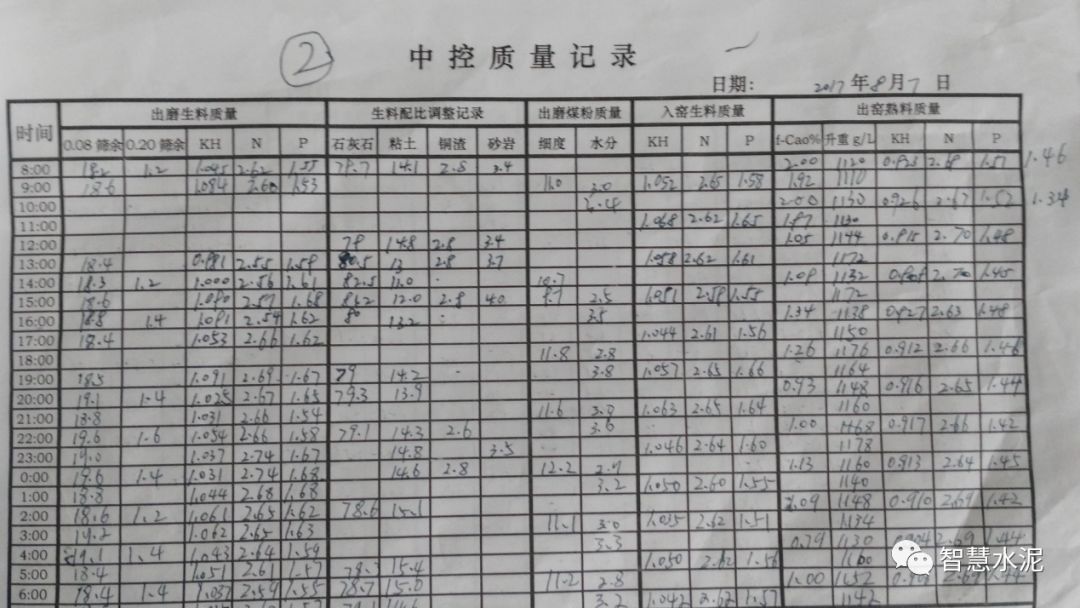
在2017年6月份标定期间回转窑台时在 230t/h左右,熟料综合煤耗为112.83kg/t,熟料综合电耗为65.29kwh/t,能耗偏高。
通过标定及停窑检查得出:
1、煤磨台时35t/h-38t/h,入磨温度220℃-280℃,煤粉细度0.08um 方孔筛筛余 10%-12%,出磨水分3%-3.8%。由此可见水分高和细度粗造成煤粉燃烬率低,系统燃烧效果较差,是造成煤耗过高的原因之一。
2、标定期间二次风温1082℃,三次风温822℃。同时每班次波动频繁,难以控制,出篦冷机熟料温度高达195℃-210℃,窑头入锅炉温度在标定期间基本在 280℃-350℃之间波动。
3、通过标定数据显示一级出口的风量为 37.4 万 Nm3/h,高温风机出口风量为 41.5 万 Nm3/h,增湿塔和 SP 炉漏风量为 4.1 万 Nm3/h,。
4、篦冷机停机后检查发现篦冷机篦板篦缝偏大,部分篦板磨损严重并有凹凸不平现象。
5、各风室密封不严密导致风室窜风严重。
6、篦冷机各充气梁风机管道安装不合理,分风不均匀。导致二次风风温低、入AQC温度低,是出篦冷机熟料温度高的直接原因。
7、煤磨风环磨损后维护不到位,煤磨选粉机转子密封磨损严重,上转子间隙过大,导致煤粉细度难以控制细度及水分高。
8、预热器各级翻板阀检查门存在漏风现象,各级翻板阀活动不灵活,撒料箱及撒料箱周围积料明显严重。
棱角科技公司根据以上问题提出了检修意见,并派工程技术人员进行了现场技术指导和安装,并进行了如下改造:
1、对篦冷机篦缝进行调整,对凹凸不平的篦板进行更换。
2、对各风室墙板与固定梁之间及活动大梁与隔室墙板之间进行密封,杜绝风室之间窜风。
3、对篦冷机充气梁风机风管进行技改,保证分风均匀。
4、对煤磨磨损风环及时修复,并对选粉机转子密封间隙进行调整。
5、对高温风机入口管道进行技改,将增湿塔入口及出口封堵,风由一级筒直接经过SP炉进入高温风机,避免增湿塔及管路漏风,减少漏风及阻力。
改造后对比
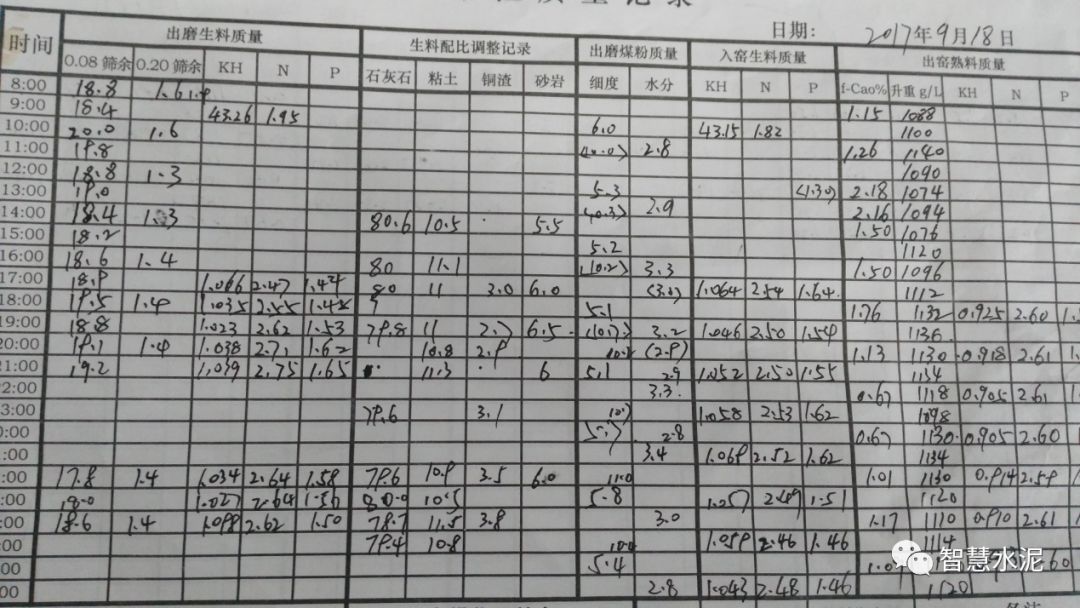
2#窑于2017年9月16日投料,整改后从以下参数观察,窑整体状态有了较好的改善,表现在煤粉质量(水份、细度)二三次风温,熟料出料温度,熟料外观颜色,熟料产量,系统氧含量都有明显改善。情况对比如下:
1、在产量相同的情况下对比篦冷机一、二段各风机风压明显提高100pa-200pa,二次风温根据历史投料天数对比,也有相对稳定和提高。原来970℃-1000℃的波动,目前开机后二次风温稳定在1050℃-1100℃以上,并有上升趋势,平均提高50℃以上。出篦冷机熟料降低到140℃,同比降低55℃以上。
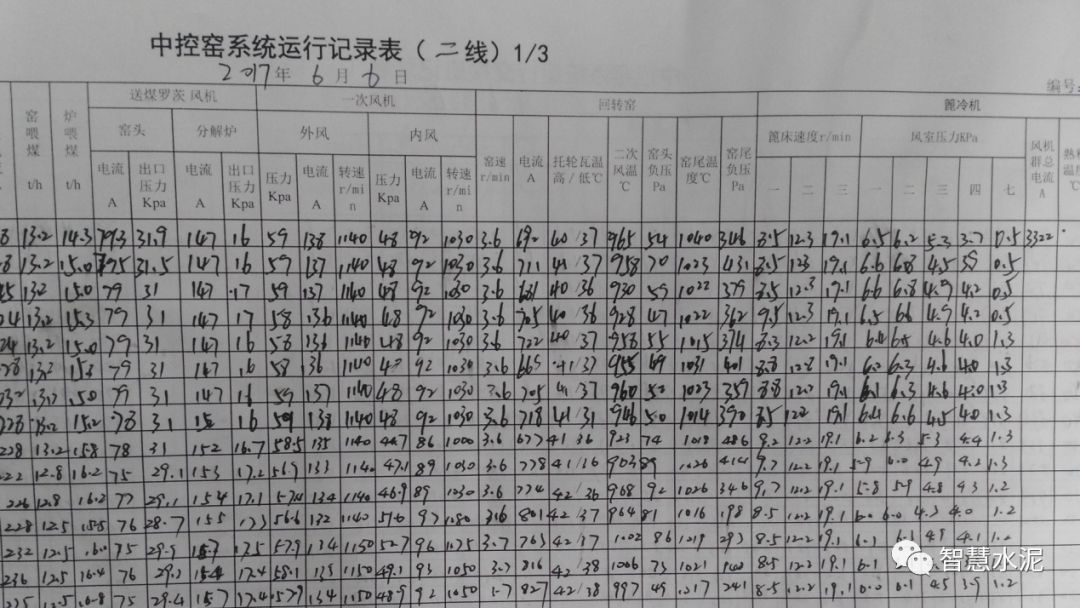
检修前二次风温
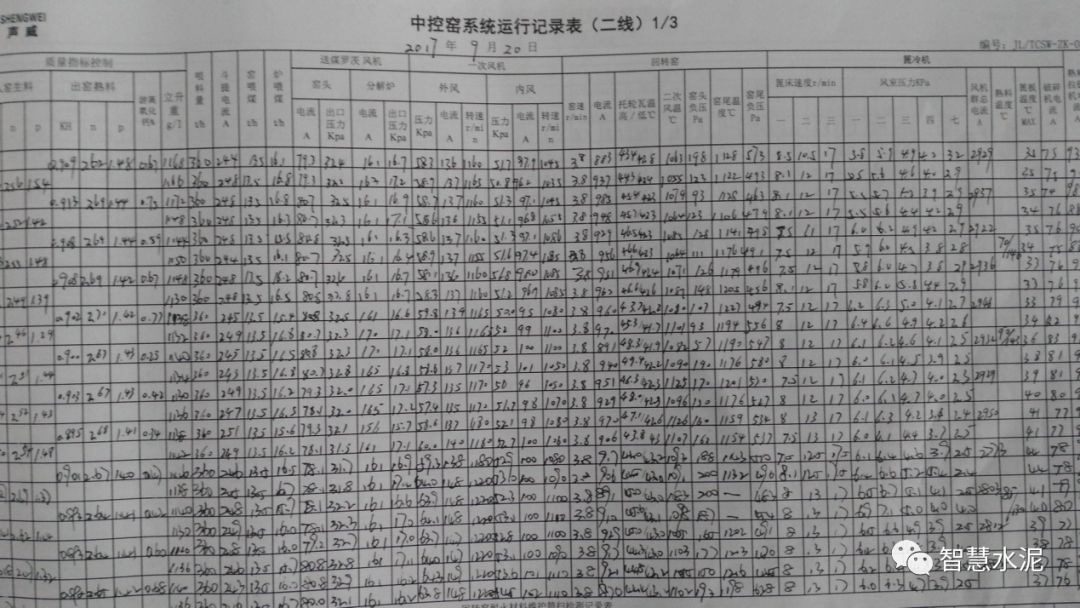
检修后二次风温
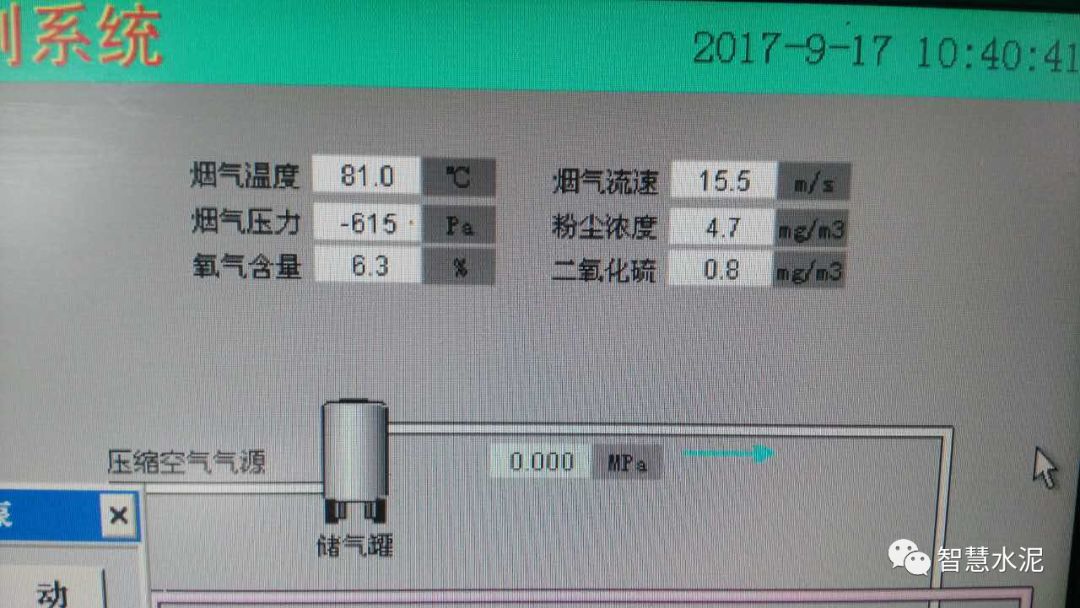
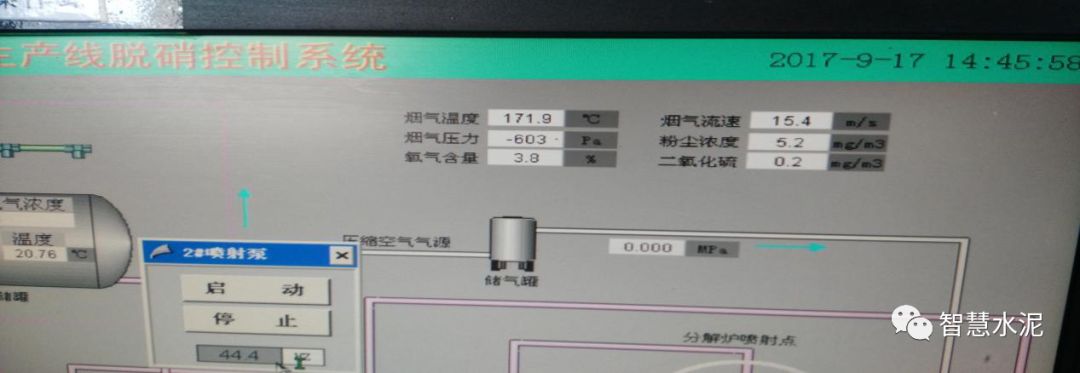
2、对预热器各人孔门密封后,窑尾烟囱氧含量由原来7.07%降低到6.3%,原料磨停机后氧含量在3.8%。
3、对煤磨风环修复及选粉机转子密封更换后,确保转子间隙小于1mm。开机后查阅历史数据,在煤磨台时及选粉机转速相同的前提下,前后对比,煤粉细度由原来的方孔筛筛余 10%-12%下降到5%-6%,出磨水分由原来的3%-3.8%下降0.4%左右。
上图为煤粉细度对照表
存在不足:
1、开机后预热器各级翻板锁风阀活动不灵活,现场检查发现因四、五级翻板阀因不灵活翻板已被岗位支起,系统内漏风较大,换热效果较差。需对锁风阀进行更换,确保锁风效果。
2、高温风机入口管道技改后,通过测量含尘浓度计算每小时回灰量为33.7t,一级筒的选粉效率为 90.63%,较改造前选粉效率87%提高了3.63%。但目前仍达不到国内先进水平,建议对一级筒撒料器进行优化改进,并对预热器系统进行优化降低系统阻力提高分解效率。
3、投料后窑尾烟室结皮严重,窑尾温度一直偏高,在1200℃左右,根据判断为煤管混合动力不足导致煤粉后燃造成,建议更换混合动力强的煤管。
4、根据窑尾烟筒氧含量判断,在原料磨停机状态下,氧含量降低到3.8%,说明原料磨系统存在漏风点,需对原料磨系统加强密封堵漏处理。
5、通过计算篦冷机一段风速风速过低,导致换热效率过低,建议篦冷机篦板到更换周期后更换我公司设计的篦板,提高风速及换热效率,提高二次风温。
6、原料磨台时低,建议调整原料磨挡料圈,增加研磨效率。加强原料磨系统密封。
作者:吴锋、孙方丽︱杨冰凌 胡鹏刚 朱建宏 铜川声威水泥公司
2017年9月21日








